Original Prusa i3 MK3/S のアップグレードまとめ
はじめに
Orignal Prusa i3 MK3/Sといえば言わずもがなのベストセラー3Dプリンタです。おすすめな点は色々とありますが、その1つとしてコミュニティが大きく、コミュニティ主体のアップグレードが豊富なことが挙げられます。
2019年2月にOriginal Prusa i3 MK3を購入して以来、アップグレードを数多く試してきたので、個人的な備忘録も兼ねてこれまで試してきたアップグレードをまとめてみました。

2021/09/04:リンク切れになっていた箇所や情報が古くなっていた箇所を一部修正しました
目次
前提条件
- エクストルーダ、フレームといった部位ごとに分けてアップグレードを紹介します
- アップグレードごとに効果の概要に加え、オススメ度、コスト、作業時間を記載します
- オススメ度はコスト、作業時間、効果の3つの総合評価です。基本的にはコストと作業時間に対する効果が大きいほど☆の数が多いです。定義は以下の通り。(☆1、2はめんどうなのでおそらくあまり紹介しません)
| ☆の数 | 定義 |
|---|---|
| ☆☆☆☆☆ | 絶対にやるべき |
| ☆☆☆☆ | やることを強く推奨する |
| ☆☆☆ | 普段の用途と合致するならやってもいいかも |
| ☆☆ | 興味があればやってもいいかも |
| ☆ | 正直やらなくてもいい |
- コストは必要な部品を購入するのに自分はこれくらい使ったはずというかなりいい加減な値です
- 自分が購入したのはMK3の後期モデル(R3)です。それ以降のモデルでは、アップグレードの必要性は若干変わるかもしれません
- アップグレードの前後の比較写真等も残していないので、この記事に書かれたことはあくまで主観的な感想だと認識した上で読んでいただけると幸いです
部品調達先
アップグレードをするには専用のパーツを調達することが必要な場合があります。海外のお店から購入することが多いので、必要なアップグレードを選定した上で何個かのパーツをまとめて購入するのがおすすめです。以下はアップグレード用パーツを調達するのにおすすめのお店です。
- Lecktor
PrusaとVoronを中心に扱うエストニアのお店。この記事で紹介するアップグレードに必要なパーツの多くはここで揃うはず。おまけとして北欧のよくわからない味の飴がもらえる。 - Printed Solid
様々なプリンタ向けのパーツを扱うアメリカのお店。3Dプリント向けのパーツの品揃えはトップクラス。ここでもアップグレードパーツのほとんどを揃えられるはず。米国国外には商品を送らないため、転送サービス等を活用する必要がある。 - E3D
E3D V6ホットエンドで有名な会社。ホットエンドやノズルの他にもモータやプーリーも調達することができる。 - Trianglelab
3Dプリンタ関連のクローン品を数多く手掛けるお店。価格の割には高品質なパーツが多い。
アップグレード紹介
エクストルーダ
Original Prusaの一番の弱点であるエクストルーダ。熱設計があまりよろしくないので、素の状態だとPLA等のプリントで苦労することが多い1。印刷の品質と成功率が大きく向上するアップグレードが多いので、せっかくアップグレードするならエクストルーダ関連を優先するのが良い。
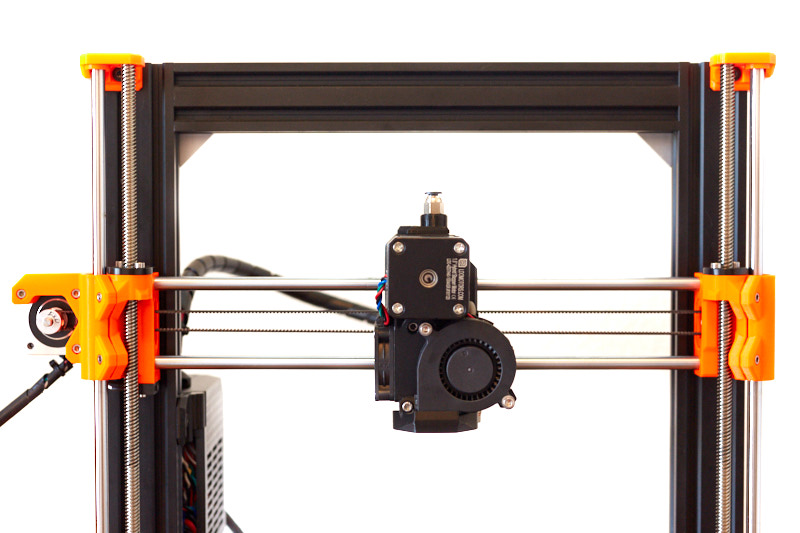
ホットエンド冷却ファン交換
| オススメ度 | ☆☆☆☆☆ |
|---|---|
| コスト | 1500円(ファン購入) |
| 作業時間 | 15分 |
Original Prusaではホットエンド冷却ファンに静音性が高いNoctuaのファンを使用しているが、ファンの静圧がE3D V6ホットエンドの推奨値に対して不足しているため、冷却性能が足りず、ヒートクリープによるフィラメント詰まりが発生しやすい。
詳しくは以下のページを参照 github.com
作業としては静圧・風量が適切な4010の5Vファンを用意してNoctuaと交換するだけ。ワイヤーハーネスがめんどうならリンク先等から購入するのがおすすめ。
参考:ヒートクリープとは?
ホットエンドの冷却不足が原因で、フィラメントが本来溶けるべきない箇所で軟化し、ノズル詰まり等が発生すること。PLAを印刷する際、最初は上手く印刷できていたのに途中からカチカチと音が鳴り、フィラメントが出なくなる場合の原因のほとんどはこれ。ノズル詰まりまで至らない場合でも、フィラメントの軟化が原因でフィラメントの吐出が不均一になり、印刷物の表面の品質が低下することも。
シリコンソックス
V6 Silicone Socks (Pack of 3)e3d-online.com
| オススメ度 | ☆☆☆☆☆ |
|---|---|
| コスト | 500円(ソックス購入) |
| 作業時間 | 3分 |
ヒートブロックをシリコン製のカバーで覆う。ヒートブロックの温度が安定するほか、溶けたフィラメントによってヒートブロックが汚れることを防ぐ、ヒートブロックから印刷物に伝わる輻射熱を減らすといった効果がある。通常版とPROがあるが、PROは罠。PROはノズル用の穴が小さすぎて少しでもソックスがずれるとノズルが塞がれ大惨事が発生する。
エクストルーダ交換
| オススメ度 | ☆☆☆☆ |
|---|---|
| コスト | 1,000~2,000円(ネジ等のパーツ購入) |
| 作業時間 | 4時間 |
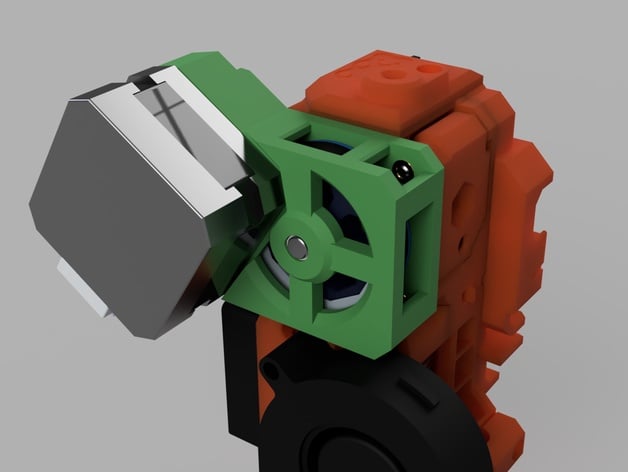
エクストルーダをコミュニティで開発されたものに交換することで、冷却性能やメンテナンス性を向上させる。パーツの印刷・組み立てがやや面倒だが、効果は十二分。自分はSkelestruderを選びましたが最近は更新が止まってしまったので、今ならBear Extruderがおすすめです。 github.com jltxplore.dozuki.com
ギアードエクストルーダ
| オススメ度 | ☆☆☆☆ |
|---|---|
| コスト | 1,000~9,000円(パーツ購入) |
| 作業時間 | 2時間 |
モータとフィラメントのドライブギアの間に1:3程度の比率のギアを噛ませることで、フィラメントの送り量をより細かく調整できるようにする。モータからドライブギアへの熱伝導がなくなるので、ヒートクリープも改善される。印刷物表面の滑らかさが目に見えて向上する。
vertigo235氏のギアボックスであれば、もとのエクストルーダのモータ部の変更だけで済むので一番おすすめです。 www.thingiverse.com
*ギアボックス組立に必要となるシャフトは、Lecktorで購入するか、タミヤのものを削って使うのがおすすめ。 lecktor.com www.tamiya.com
Bondtech社のBMGやLGXアップグレードも比較的にコンパクトなエクストルーダで良さそうです。
www.bondtech.se www.bondtech.se
パンケーキモータ
| オススメ度 | ☆☆☆ |
|---|---|
| コスト | 1,500円(モータ購入) |
| 作業時間 | 30分 |
モータをデフォルトのものより薄型・軽量なパンケーキモータに変更する。エクストルーダの重量を100g近く減らせるので、印刷時のX軸方向のjerkとaccelerationを向上させることができる。単体ではトルクが足りないので、ギアードエクストルーダーと組み合わせて使う。ステップ刻みが0.9degのものと1.8degのものがあるが、ギアードエクストルーダーと0.9degのものを組み合わせてもステップ数が過剰でマイコンの処理が間に合わなくなるだけなので、普通に1.8degのもので問題ない。
ヒートブレーク交換
V6 Stainless Steel HeatBreake3d-online.com
| オススメ度 | ☆☆☆ |
|---|---|
| コスト | 1500円(ヒートブレーク購入) |
| 作業時間 | 30分 |
Original Prusaのヒートブレークでは、MMU2でのフィラメント交換の成功率を向上させるため、通常のV6用ヒートブレークにはない段差が内部についている。この段差でヒートクリープで軟化したフィラメントが引っかかってつまることが多いらしい。 詳しくは以下動画の11:30付近を参照。
MMU2を使う予定がなく、PLAを頻繁に印刷する人なら通常のV6用ヒートブレークを購入して交換してもいいと思います。
ホットエンド交換

| オススメ度 | ☆☆☆ |
|---|---|
| コスト | 9,000~16,000円(ホットエンド購入) |
| 作業時間 | 3時間 |
Original Prusaに搭載されたV6ホットエンドは様々な種類のフィラメントを印刷できる非常に優秀なホットエンドだが、メンテナンスが面倒という欠点がある。特にノズル交換時に誤ってヒートブレークとヒートブロックの間が緩んでしまい、後で印刷中にフィラメントが漏れ出すような大惨事が発生すると涙が出てくる。
そんなV6ホットエンドの欠点を独自の設計で克服したのがSlice Engineering社のMosquitoホットエンド。ヒートブロックに回転防止用の支柱がついているため、ノズル交換の際にヒートブレークとヒートブロックの間が緩んでしまうことがない。またこの支柱で荷重をもつため、ヒートブレークの厚みがV6ホットエンドよりも薄く、ヒートクリープが発生しづらい構造になっている。
欠点は価格。V6の正規品の3倍という値段のせいでなかなかおすすめしづらい。またヒートブロックのサイズが大きめなのでエクストルーダを設計しにくいのも気になる。
Mosquitoの利点をV6互換の形状で実現した上、お値段もMosquitoの半分というDragonホットエンドも販売されているので、Mosquitoは値段がちょっとという人はそちらがおすすめです。
ちなみにprusaであればほとんど場合でスタンダードフローモデルで十分な流量が得られるはずです。0.6mm以上のノズルを使って高速印刷する等、理由がない限りは無理にハイフローモデルを購入する必要はないと個人的には思います。
The Mosquito® Hotendwww.sliceengineering.com
ヒートベッド
パーツ数が少ないため、アップグレードする余地があまりない。効果の大きいNylock nut modをやっておくといいぐらい。
Nylock nut mod
| オススメ度 | ☆☆☆☆☆ |
|---|---|
| コスト | 500円(ナイロンナット購入) |
| 作業時間 | 3時間 |
ビルドプレートの水平出しがとても楽になるアップグレード。これをしているとfirst layer関連の問題で悩むことが大幅に減ります。
導入方法については動画と以下のリンクを参照。 github.com
水平出しの際は、ネジ回転量計算機あるいはOctoprintの専用プラグインを使うのがおすすめ。
ちなみにヒートベッドは熱すると熱膨張で歪むので、普段使用する温度(例:PLAなら60度)まで熱してから水平出しすることが重要。
最近はナイロンナットの代わりにシリコンチューブを使用する方法もある。ナイロンナットだとベッドの振動で徐々にネジが緩みオフセットが変わってしまうが、ナイロンチューブであればそれが起きにくいようだ。
Silicone Bed Level Mod Prusa MK3 – SCHWEINERT.COM
テクスチャPEIシート
(アップグレードというより公式のパーツですが、自分がOriginal Prusaを購入したときはスムースPEIシートしか選択肢がなかった+使ってみたら非常に便利だったので紹介します)
熱いと印刷物が良くくっつき、冷めると印刷物が勝手に剥がれる不思議なシート。スムースPEIシートと違って傷付きにくいので、特にPETGを印刷するときに便利。スムースPEIシートと比べて厚みが0.3mmほど薄いので、テクスチャPEIシートに交換した際にZ方向のオフセットの値を変更し忘れないよう注意。
| オススメ度 | ☆☆☆☆☆ |
|---|---|
| コスト | 5,000円(シート購入) |
| 作業時間 | 10分 |
ファームウェア関連
使い勝手向上と印刷品質に関わるアップグレードが多数存在する。Raspberry Pi導入以外はほぼほぼコストが0円なので、色々試してその中から好きなものを選ぶといいと思います。
Octoprint

| オススメ度 | ☆☆☆☆☆ |
|---|---|
| コスト | 2,000~5,000円(Raspberry Pi Zero/3B購入) |
| 作業時間 | 2時間 |
Raspberry Pi経由でブラウザからプリンタを動かせるようになるアップグレード。これがあるとブラウザでg-codeをアップロード→印刷とできるようになるので、使い勝手が大幅に向上する。Raspberry Piにカメラをつけて、印刷中の様子をモニタすることも可能。Raspberry Piはzero(制御基板の背面に取り付け可能)と3B(USBで接続)のどちらでも可能。zeroを使ったほうがケーブルが減って全体的にコンパクトになるが、3BのほうがOctoprintの応答が早い。
詳細な手順については以下参照。 manual.prusa3d.com
USB通信ファームウェア更新
| オススメ度 | ☆☆☆ |
|---|---|
| コスト | 0円 |
| 作業時間 | 15分 |
Original Prusaの制御基板に搭載されたMCUのUSB通信ファームウェアには問題があるようで、USB通信に負荷がかかると通信エラーが発生する。特にOctoprintやKlipperのようにUSB通信を常に行う場合に問題となりやすい。自分の体感だと、Klipper+Octoprintで連続して印刷を行うと、1週間に2回ほど頻度でこの問題が原因で印刷が失敗する。
この問題はUSB通信ファームウェアを更新することで解決できる。ファームウェアの更新にはAVRライタが必要となるが、作業自体はいたって簡単。自分は余っていたPro microをAVR-ISPとして使った。
詳細な手順についてはリンク先を参照。
Klipper
| オススメ度 | ☆☆☆ |
|---|---|
| コスト | 5,000円(Raspberry Pi 3/4購入) |
| 作業時間 | 2時間 |
Original Prusaの制御基板に搭載された8bit MCUの代わりに、より計算能力が高い外部のMCU(大抵はUSB接続したRaspberry Pi)を使ってモーションコントロールの演算を行う。Kipperの主な利点として以下が挙げられる。
- モーションコントロールが秀逸でモータの動きが非常に滑らかになる
- ファームウェアの設定変更が設定ファイルの書き換えだけで済む
- Klipperの開発方針について開発者であるKevinOConnor氏がオープンな姿勢を見せており、ファームウェア変更点やその理由についてgithub上で非常に丁寧に説明されている
他にも色々と利点はあるが、すべて書き出していくとひとつの記事になるので、ここではこの程度にしておきます。
Original PrusaでKlipperを導入する手順については以下参照。
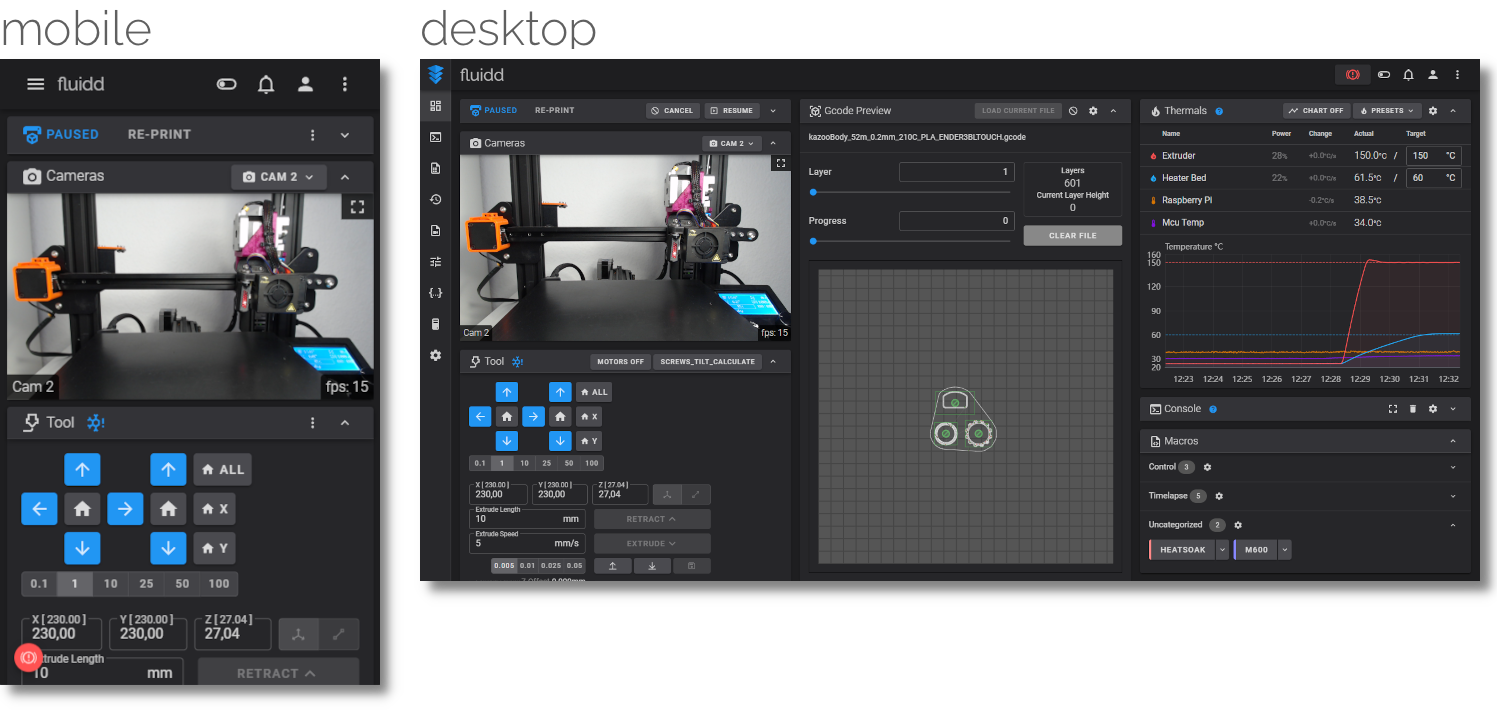
Fluidd/Mainsail
| オススメ度 | ☆☆☆ |
|---|---|
| コスト | 0円(ファームウェアのみ) |
| 作業時間 | 1時間 |
Klipperを使用する3Dプリントを制御するためのウェブインタフェース。動作が軽快で使い勝手が良い。Raspberry pi zeroでももたつくことが少ないので、PrusaのEinsyメインボードに pi zero をピンヘッダで接続する運用ともあう。
FluiddとMainsailのどちらも似たような機能を使えるが、個人的にはFluiddのほうが使いやすいと思います。
docs.fluidd.xyz docs.mainsail.xyz
フレーム関連
Original Prusaはフレームが貧弱と良く言われるが、個人的にはそこまで問題がないと思う。フレーム関連をアップグレードしてもそこまで大きな効果は見られないので、興味があればやってみる程度でいいと思います。
Hard Feet
| オススメ度 | ☆☆☆☆ |
|---|---|
| コスト | 1,000円(ゴムシート・ネジ等購入) |
| 作業時間 | 1時間 |
Original Prusaに付属するゴム脚は柔らかすぎてプリンタが揺れるため、Ghosting(下記参照)が発生する原因になる。プリントした脚に交換することでGhostingを低減できる。プリントした脚をそのまま使うと3Dプリンタの揺れが机等に直接伝わってものすごくうるさいので、脚の裏に硬めのゴムシート等をはることをおすすめします。
Bear X Axis
| オススメ度 | ☆☆☆☆ |
|---|---|
| コスト | 500円(ネジ等購入) |
| 作業時間 | 3時間 |
X軸の剛性を強化するアップグレード。剛性強化はあまり効果が実感できないが、X軸ベルトのテンショナが非常に使いやすいので、メンテナンス性を向上させたいならおすすめです。
Bear Upgrade
| オススメ度 | ☆☆☆ |
|---|---|
| コスト | 15,000円(フレーム等購入) |
| 作業時間 | 6時間 |
フレームをアルミフレームに交換し、プリンタ全体の剛性を強化するアップグレード。高速で印刷するとき以外あまり剛性強化の効果が実感できないが、Y軸ベルトのテンショナが非常に使いやすい他、プリンタを横に倒して作業できるようになるので、メンテナンス性を向上させたいならやってもいいと思います。
ロッド・ベアリング交換
| オススメ度 | ☆☆ |
|---|---|
| コスト | 7,000円(ロッド・ベアリング購入) |
| 作業時間 | 3時間 |
XY軸のロッドとベアリングをより動きが滑らかなミスミ製のものに交換する。手で動かす際にガタツキが減って動きが滑らかになっていることが確認できるが、そこまで印刷の品質に影響しない。
Toothed Idler
| オススメ度 | ☆☆ |
|---|---|
| コスト | 1,000円(アイドラ購入) |
| 作業時間 | 3時間 |
XY軸のアイドラをデフォルトの滑らかなものから、歯付きのものに交換する。アイドラでベルトの歯が潰れることを防ぐらしいが、あまり違いは実感できない。
9mmベルト
| オススメ度 | ☆☆ |
|---|---|
| コスト | 1,000円(ベルト購入) |
| 作業時間 | 3時間 |
Y軸のベルトをデフォルトの6mmのものから9mmのものに変更する。ベルトの剛性が向上することでghostingが低減されるらしいが、あまり違いは実感できない。
その他
これまでの分類に当てはまらないアップグレードをここで紹介する。
LACKエンクロージャ
| オススメ度 | ☆☆☆☆ |
|---|---|
| コスト | 10,000円(アクリルパネル、ネジ等購入) |
| 作業時間 | 5時間 |
IKEAのサイドテーブル、LACKを使ってエンクロージャを作成する。エンクロージャがあると3Dプリンタの周辺温度を上げられるため、PETGとABSを印刷する際にwarping(印刷物の端がめくれあがってしまうこと)する確率が減る。ヒートベッドの設定温度や部屋の気温によるが、エンクロージャ内の温度は約30~40度ほどまで上昇する2。音やホコリの対策にもなるので、設置場所があればおすすめのアップグレード。
フィラメント乾燥機
| オススメ度 | ☆☆☆☆ |
|---|---|
| コスト | 6,000円(乾燥機購入) |
| 作業時間 | 10分 |
フィラメントが湿っていると印刷物の品質が大きく低下する(詳しくは下記動画を参照)。シリカゲルを使えばフィラメントをある程度は乾燥させることができるが、乾燥機があればよりしっかりと乾燥させることができる。リンク先のものはスプールホルダーを兼ねているので、印刷中もフィラメントを乾燥させることができて便利。